激光三角测量技术的应用与前景
点击下方卡片,关注“新机器视觉”公众号
视觉/图像重磅干货,第一时间送达
激光三角测量技术的应用与前景
作者简介

陶卫(1975—),女,博士,研究员,上海交通大学电子信息与电气工程学院,主要从事光电传感器与检测技术、生物信息检测技术方向的研究,E-mail:taowei@sjtu.edu.cn
摘要:
在中国制造2025的大背景下,随着智能制造与装备、高新精密加工及工业物联网技术的发展,对非接触精密测量的要求不断提高。激光三角测量法以其精度高、稳定性好、寿命长、响应速度快等优势,被广泛应用于各个不同的测量场景。针对激光三角测量技术展开调研,介绍激光三角测量技术的原理及关键技术。详述激光三角测量技术在工业生产、航天军工、生物医学等诸多领域的应用,重点涉及高精度、高速度、复杂物面与环境的智能测量。结合激光三角测量技术应用现状及现代科学技术潮流趋势,简析激光三角测量技术的发展应用前景。
关键词:
激光三角测量; 非接触精密测量; 高速度; 复杂物面; 复杂环境
0 引言
进入21世纪以来,随着人工智能技术的不断发展,基础科学研究的突破、材料加工水平的提高以及计算机信息技术的应用改变了人们的生活。近年来,人工智能技术的飞跃,促使工业、农业、生物、物流、军事以及社会服务等诸多领域不断走向自动化与智能化。精准的信息感知是自动化与智能化的前提和基础,其对精密测量技术提出了更高的要求。其中,接触式测量由于操作复杂、易产生形变误差、耐久性差等原因,无法满足一些测量场景的需求,逐渐被非接触式测量方法替代。
激光具有单向性好、亮度高、能量集中且稳定的特性,被广泛应用于精密测量领域。基于激光的非接触测量方法有干涉法[1-2]、脉冲法[3-4]、相位法[5-6]和三角法。干涉法利用反射条纹的明暗变化测量距离,精度高(可达nm量级),但仅适用于微距离测量。脉冲法对测时技术及电子元器件要求较高,且测量误差较大(精度m级),仅适用于大场景测量。相位法利用激光往返相位差计算测量距离,适用于中距离测量(精度mm级)。相较而言,三角法具有测量速度快、精度高(μm级)、稳定性好、成本低的特点,目前可以实现中、短距离的测量,应用场景更为广泛。
本文重点围绕激光三角测量方法在不同场景的应用进行了调研。首先,介绍激光三角测量法的原理及关键技术难点;接着,详述激光三角测量法在高精度、高速度、复杂物面及环境下的测量应用;最后,结合激光三角测量技术应用现状及科技发展趋势,简要剖析激光三角测量法的应用前景。基于对激光三角测量技术的应用与前景调研总结,为研究人员或工程人员在实际应用中选择合理的方法提供参考。这将有助于明确激光三角测量技术的进一步发展方向。
1 激光三角测量技术原理
激光三角测量技术原理如图1所示。
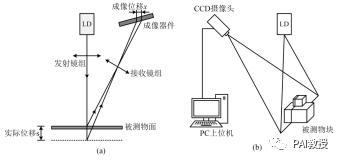
(a)一维点激光三角测量法 (b)二维线激光三角测量法
图1 激光三角测量技术原理图
Fig.1 Principle of laser triangulation technology
由图1可知:将点激光或线激光投射到被测物表面,经过发射镜组调制后,在物体表面形成具有一定大小和形状的光斑或激光条纹;接收镜组将激光光斑或条纹成像到光电成像器件上,采用相关图像处理技术得到光斑像素中心或条纹中心线;将被测目标的位移或形状变化转变为光电探测器上成像点(线)的位置变化,通过几何三角关系可以准确计算出一维位移、二维轮廓或三维表面形貌[7-8]。
光源和成像器件是激光三角测量中两个主要光电器件。考虑到成本、质量以及连续发光等要求,现有激光三角测量系统主要以半导体激光二极管作为光源。常用成像器件有光电位置传感器(position sensitive detector,PSD)、互补金属氧化物半导体(complementary metal oxide semiconductor,CMOS)和电荷耦合元件(charge coupled device,CCD)。PSO、CMOS和CCD性能比较如表1所示。现阶段主要以CMOS和CCD为主。
表1 PSD、CMOS和CCD性能比较
Tab.1 Performance comparison of PSD,CMOS and CCD
成像 器件 | 精度及 成像质量 | 响应速度 | 稳定性 | 功耗 | 价格 |
PSD | 低 | 快 | 差 | 低 | 便宜 |
CMOS | 较好 | 快 | 好 | 低 | 便宜 |
CCD | 好 | 慢 | 好 | 高 | 昂贵 |
2 激光三角测量关键技术
激光三角测量技术历经多年发展,虽已趋于成熟,但由于技术手段的不断革新,仍存在许多有待解决的问题。其中,涉及诸多关键技术。
①光学建模技术。
对于激光三角测量系统而言,光学模型在源头上决定了测量系统的精度。现有激光三角测量技术大多基于理想的几何光学模型,光束在传输的实际过程中由于反射、透射和漫射造成能量的损失,最终在光敏器件上的成像结果与理论存在一定的偏差。建立接近实际的光学模型,能够从本质上提高激光三角测量系统的精度。所以,光学建模是一项核心技术[9]。
②电路信号处理技术。
电路信号处理模块对成像器件的信号进行整流、滤波和放大,对激光成像光斑或条纹进行初步的滤噪,减轻了后续顶层算法的工作量,进一步提高了测量精度。
③成像图像处理技术。
通过顶层算法,对激光三角法得到的激光光斑或条纹进行处理,准确获取光斑的中心点深度信息或激光的条纹中心线。在实际场景中,往往难以获得理想的中心点或中心线。因此,兼顾精度、速度和鲁棒性的智能提取算法是激光三角测量中的一大技术难点[10]。
④标定及误差补偿技术。
通过标定的方法进行误差补偿,是确保系统测量精度的最后关键环节。对于一维激光三角测量系统的标定工作,可以采取非线性方程求解、插值和拟合的方式。而二维激光三角测量系统的标定工作就复杂得多。技术人员分别采取了平面、锯齿形、凹凸量块作为标定物进行标定[11-13]。但这些方法或过于复杂,或难以保证标定物的加工精度。因此,需要研究操作简单且可靠的标定方法[14]。
3 激光三角测量技术的应用
3.1 高精度微位移测量
随着微加工技术的不断发展,各领域对微位移的高精度测量需求不断增大,例如航天军工、超精密工业生产以及生物信息检测等。激光三角法测量分辨力可达μm量级,适用于超精密微位移测量的场合。
工业精密测量与装配中,小尺寸器件(胶片、芯片、微轴承等)的高精度检测对产品的质量起到重要的作用。在汽车制造工业中,汽车轮胎胶片两端搭接牢固程度决定了轮胎的质量,关系到汽车的行驶安全。冯召东[15]基于线激光三角测量,根据采集到的激光点云数据,通过投影进行三维重建,获得轮胎胶片的三维形貌。此外,冯召东通过主成分分析的方法提取激光条纹中心线,进一步提高了测量精度。在电路板芯片贴片工业流程中,需要保证芯片引脚具有较高的共面度。这对精密测量及定位提出了更高要求。同时,为了保证芯片在检测过程中不受磨损,非接触式三角测量法成为了首选。魏泽等[16]基于线激光三角法实现对芯片引脚共面度高精度检测,利用随机抽样一致(random sample consensus,RANSAC)算法对芯片引脚进行分割,并通过均值聚类确定激光点云数据中引脚位置,对数据平面进行最小二乘拟合,以实现对芯片引脚的共面度评价。上海交通大学陈家兴等[17]研究了光斑的高精度定位算法,应用于自主研发的激光位移传感器中,解决了3C等领域的高精度在线测量问题。
在生物检测与医疗领域中,激光三角法主要用于对物体表面三维结构信息的获取或精确定位,例如对牙齿的三维形貌扫描以辅助进行牙齿矫正治疗,在微创手术过程中也可利用激光三角法进行实时定位导航[18]。近年来,国内外诸多不同领域研究学者将激光三角测量与原子力显微镜相结合,进行细胞操作或纳米材料合成的相关基础研究工作[19]。
3.2 高速动态测量
激光三角测量法具有较快的响应速度,被广泛应用于各种高速动态测量及安全监测场景中。
在工业生产线中,静态检测往往耗时长。动态检测能够大大提高产品检测的效率,提升生产线的自动化程度。点胶机对电路板或相关元器件进行点胶工作时,需要快速移动点胶机针头进行相关定位操作。其中,接触式点胶机分液时需要对Z方向间隙高度进行精准的动态控制。大连理工大学张青青[20]利用激光三角原理制成的测距传感器,实现对点胶机高度间隙精准控制,在动态移动过程中的测量精度可达5 μm。
激光三角测量法近年来被广泛应用于铁路交通运输行业的动态安全监测[21]。轮缘厚度和轮缘宽度是保证列车安全的关键参数。Jian等[22]提出了一种基于激光位移传感器的轮对轮缘厚度和轮缘宽度实时测量方法,将三个激光位移传感器夹在钢轨上,光线穿过钢轨之间的缝隙。轮缘厚度和轮缘宽度可由三个激光位移传感器进行动态实时测量。Gigada等[23]利用激光三角测量法对车辆在行驶过程中的道路纹理进行实时检测,以获得路面与轮胎之间的摩擦因数,为车辆速度的控制提供宝贵的提示信息。上海交通大学在国家863项目的支持下,基于线激光和视觉检测技术,成功研制我国首台高速铁路扣件在轨探测系统[24]。
3.3 复杂物面测量
实际测量物面往往未必规则,性状比较复杂,例如曲面、粗糙度以及颜色变化等。激光三角测量法可通过光路结构的优化和相关补偿算法,实现对复杂物面的普适应性测量。
曲面测量容易产生遮挡、成像光斑漂移等现象。Clark J.等[25]利用偏振光作为激光三角测量系统的光源,实现对金属曲面的精准测量。为了进一步提高激光三角测量法对曲面的测量速度,Liu等[26]利用线激光三角测量法在曲面投影出形貌特征并进行三维测量,实现了曲面的高精度高速度测量。
对粗糙度较大的物面进行测量时,由于其表面特性存在大量微小凹凸,导致激光束达到物面后形成不规则的反射。对于激光三角法测量而言,多重不规则反射将导致成像器件出现多个光斑造成干扰并影响测量精度。Keyence提出一种多重反射消除算法(multiple reflection cancel,MRC),通过比较成像器件两帧波形的相关性,滤除了由于多重反射造成的成像干扰,实现了对粗糙物面的精准测量。
物体表面由于颜色的变化将导致折射率的不同,使得激光三角法成像系统获得的光斑强度发生变化,导致输出位移值偏差。Jung等[27]提出了一种基于三角测量的PSD强度控制方法,实现了对目标颜色变化的高度线性控制。上海交通大学现代传感与光电检测研究室提出了一种光强自适应算法以适应目标物不同颜色造成的光强变化,同时采用光学系统建模的方法对成像光斑形状进行修正,以提高普遍适用性[28-29]。
3.4 复杂环境测量
环境的不可抗因素对测量精度的影响不可忽视。现代智能制造及装备要求测量系统能够适应各种复杂的环境变化,激光三角测量技术可适应多种复杂测量环境[30]。
水面环境由于流体的运动,会导致测量面的不稳定。Liu等[31]采用单点激光三角法实现水面油膜厚度的在线测量。激光入射到被测油膜的上下表面并形成光斑,两个光斑经光学镜组在CCD上成像。通过成像点的位移和成像系统的结构参数,可以得到被测油膜的厚度。
激光三角测量法也被应用于各类高温场测量场景中。玻璃生产环境温度最高达600 ℃。Wang等[32]基于激光三角测量法并利用温度补偿曲线进行修正,对玻璃厚度进行实时监测,提高了生产效率。孙德荣[28]利用单点激光三角法,提出一种二值化处理方法,实现了对高温超导磁悬浮列车悬浮高度的测量。
太空环境因辐射、温度等因素影响而尤为复杂,航天器对大型空间站进行表面巡检,是保证空间站长期安全、稳定工作的前提,巡检航天器与空间站的相对导航需以超高精密测量技术为基础。王振宇等[33]利用线激光三角测量系统与惯性位姿推算系统组合的方式,以获取巡检飞行器与空间站的相对导航参数;利用喷气动力装置适时调整激光器与相机的相对位置,以确保成像图像的质量;通过与惯导数据的进一步融合,提高了巡检导航系统的整体精度。上海交通大学陶卫等在该方面做了大量的工作,通过激光三角位移传感器实现了空间飞行器姿态的精确测量。
4 激光三角测量技术的发展前景
激光三角测量技术经国内外研究人员多年积累,技术逐渐趋于成熟,但仍有许多关键技术待解决。激光三角测量技术的研发应用前景及趋势如下。
①微型化。光学镜片、电路集成以及微机电系统(micro-electro-mechanical system,MEMS)加工技术的进步,为激光三角测量系统的微型化提供了技术支撑,实现了激光三角技术在极小空间的测量。
②智能化。在计算机和人工智能技术不断突破创新的时代浪潮下,智能算法提高了激光三角测量系统的工作效率和普遍适用性。通过“以软代硬”的方式,实现了复杂物面及复杂环境的自主适应并完成测量工作。
③大量程。现阶段激光三角测量法主要应用于中短距离测量,由于接收镜组边缘成像畸变及成像器件的非线性导致量程远端误差较大。随着光学理论研究及技术的不断发展,利用光学模型进行系统误差补偿,进一步扩大了激光三角测量法的工作量程。
④多参数。随着复杂系统的研发水平不断提高,激光三角测量系统结构逐渐呈现多个子系统嵌套组合的模式,以实现多参数同步测量。以机器人位姿测量为例,激光三角测量系统将实现对机器人位置及姿态参数同步输出。
⑤多传感融合。多传感器融合技术运用于激光三角测量系统,利用激光、视觉图像与惯导技术的深度融合实现信息全方位检测,可广泛应用于物联网、智慧城市、公共安全监测等一系列大样本数据智能感知应用场景。
5 结束语
激光三角测量技术是一种经典的非接触高精度测量方法。随着现代光电技术、MEMS加工技术、计算机智能技术的进步,激光三角测量技术在光学模型、电路集成、软件算法等各个关键技术环节不断发展,多年来一直被广泛应用于各种测量场景。激光三角测量法被应用于生物医学、航空航天、交通运输、工业生产各个领域,既可进行静态超高精度测量,又可进行高速动态跟踪测量;同时,通过各种算法融合,可实现对复杂物面和复杂环境的适应性测量。
未来,激光三角测量技术依旧具有广阔前景和研发价值,它将朝着微型化、智能化、大量程、多参数以及多传感融合的方向不断发展。
参考文献:
[1]杨照金.激光测量技术概论[M].北京:国防工业出版社,2017.
[2]CARP S A,GUERRA III A,DUQUE JR S Q,et al.Optoacoustic imaging using interferometric measurement of surface displacement[J].Applied Physics Letters,2004,85(23):5772-5774.
[3]LINDNER M,SCHILLER I,KOLB A,et al.Time-of-flight sensor calibration for accurate range sensing[J].Computer Vision & Image Understanding,2010,114(12):1318-1328.
[4]DAI F,RASHIDI A,BRILAKIS I,et al.Comparison of image-based and time of flight-based technologies for 3D reconstruction of infrastructure[J].Journal of Construction Engineering & Management,2013,139(1):69-79.
[5]YANG H,ZHAO C,ZHANG H,et al.Phase noise influence in a dual-frequency laser phase-shift range finder[J].IEEE Photonics Journal,2018,10(1):1-10.
[6]黄俊明.基于相位测距的激光测距仪的设计与实现[D].北京:北京邮电大学,2016.
[7]HONG W Y,WEI T,HUI Z,et al.Reduction of the influence of laser beam directional dithering in a laser triangulation displacement probe[J].Sensors,2017,17(5):1126.
[8]XIAO Q Y,WEI T,HUI Z,et al.Laser stripe extraction method in industrial environments utilizing self-adaptive convolution technique[J].Applied Optics,2017,56(10):2653-2660.
[9]YANG H W,TAO W,YIN X Q,et al.Differential correction system of laser beam directional dithering based on symmetrical beamsplitter[J].Optical Review,2018,25(1):10-17.
[10]周盈,赵辉,陶卫,等.激光三角测量中传感器参量自适应控制[J].激光技术, 2010,34(5):628-631.
[11]SUN Q,CHEN J,LI C.A robust method to extract a laser stripe centre based on grey level moment[J].Optics & Lasers in Engineering,2015(67):122-127.
[12]YIN X Q,TAO W,FENG Y Y,et al.Laser stripe extraction method in industrial environments utilizing self-adaptive convolution technique[J].Applied Optics,2017,56(10):2653-2660.
[13]LI J,GUO Y,ZHU J,et al.Large depth-of-view portable three-dimensional laser scanner and its segmental calibration for robot vision[J].Optics & Lasers in Engineering,2007,45(11):1077-1087.
[14]YIN X Q,TAO W,ZHENG C,et al.Analysis and simplification of lens distortion model for the scheimpflug imaging system calibration[J].Optics Communications,2019,430:380-384.
[15]冯召东.基于线结构光的轮胎胶片搭接检测系统设计[D].天津:天津大学,2014.
[16]魏泽.引脚共面度的高精度三维检测与识别方法研究[D].天津:天津工业大学,2018.
[17]陈家兴,陶卫,杨红伟,等.激光三角位移传感器定位算法优化设计[J].传感器与微系统,2016,35(9):62-65.
[18]吴剑波,骆清铭.激光三角法在生物医学领域中的若干应用[J].激光技术,2006,30(1):1-4.
[19]LI M,DANG D,LIU L,et al.Atomic force microscopy in characterizing cell mechanics for biomedical applications:a review[J].IEEE Transactions on NanoBioscience,2017,16(6):523-538.
[20]张青青.微小器件精密点胶控制与设备研制[D].大连:大连理工大学,2017.
[21]LI T,XING Z,CHEN S.An online wheel size detecting technology based on laser displacement sensors for urban rail vehicles[C]//Control Conference (CCC),2017 36th Chinese.Dalian,China:IEEE,2017:9983-9987.
[22]JIAN C J,SHUANG Y S,QI B F.A novel method to measure flange thickness and rim width of wheel sets on line[J].Applies Mechanics and Materials,2013,330(6):237-241.
[23]CIGADA A,MANCOSU F,MANZONI S,et al.Laser-triangulation device for in-line measurement of road texture at medium and high speed[J].Mechanical Systems and Signal Processing,2010,24(7):2225-2234.
[24]ZHANG H B,TAO W,LIU M H,et al.A laser scanning system for the inspection of fasteners in railways[J].Lasers in Engineering.2013,24(3):229-240.
[25]CLARK J,TRUCCO E,CHEUNG H F.Improving laser triangulation sensors using polarization[C]//Proceedings Fifth International Conference on Computer Vision,1995:981-986.
[26]LIU B H,CUI X J,LI B,et.al.A method of error compensation for multi-linear structured light probe [C]//International Symposium on Instrumentation Science and Technology,Journal of Physics:Conference Series,2006:173-177.
[27]JUNG J K,KANG S G,NAM J S,et al.Intensity control of triangulation based PSD sensor independent of object color variation[J].Sensors Journal,2011,11(12):3311-3315.
[28]尹叶子,赵辉,杨红伟.基于光强自适应控制的激光位移传感器[J].科技创新导报,2013(36):43-46.
[29]张正琦,陶卫,杨红伟,等.激光三角测距中的光斑形状修正[J].光学精密工程,2016,24(10):57-65.
[30]ZHANG F,QU X,OUYANG J.An automated inner dimensional measurement system based on a laser displacement sensor for long-stepped pipes[J].Sensors,2012,12(5):5824-5834.
[31]QIENI L,BAOZHEN G,WENDA Y,et al.A method for measuring the thickness of transparent oil film on water surface using laser trigonometry[J].Optics and Lasers in Engineering,2011,49(1):13-15.
[32]WEI W,ZHAO B W.A technological research of high temperature float glass thickness un-touch detection based on CCD sensor[J].Journal of Computational Methods in Sciences and Engineering,2015,15(2):251-260.
[33]王振宇.基于惯性/线激光三角测量组合的航天器相对导航技术[D].南京:南京航空航天大学,2017.
本文刊登于《自动化仪表》2019年第12期。
引用本文:
南卓江,陶卫,赵辉.激光三角测量技术的应用与前景[J].自动化仪表,2019,40(12):1-5.
—版权声明—
仅用于学术分享,版权属于原作者。
若有侵权,请联系微信号:yiyang-sy 删除或修改!