视比特“AI+3D视觉”核心产品 | 智能下料分拣产线

制造业是立国之本、兴国之器、强国之基。随着工业4.0和中国制造2025的深度推进,各行业的制造型企业都开始跨入智能制造领域,机器人及AI视觉技术作为智能化转型的先锋,给制造业带来了全新的生产管理模式。
重工制造业自动化分拣痛点
传统的重工制造业,其生产模式属于典型的多品种小批量离散型制造,过程工艺复杂,智能化程度低。其中工件切割下料分拣是重工生产线中重要一环,长期以来依赖人工作业完成,不仅生产效率低而且人力成本大,同时恶劣的工作环境存在极大的安全隐患,由机器人替代人工完成智能化升级改造已迫在眉睫。
而众多制造业企业在推进下料分拣产线智能化升级过程中,却又面临诸多视觉问题带来的挑战,传统工业视觉技术已无法应对。其主要难点主要表现在:
► 工件种类繁杂多样:切割下料后的工件种类繁多,类型可达数万种。而且工件的形状复杂,来料姿态各异,同时部分工件极其相似,在对工件进行分类码放过程中,传统工业视觉无法保证工件种类的准确识别与姿态的精准定位。
► 工件背景环境嘈杂:重工生产线中,工件分拣抓取环境嘈杂,输送线存在油污、粉尘、锈迹等各种干扰,同时光照条件恶劣,昼夜变化大,导致图像采集质量较低,并且切割工件本身也存在割缝过细、轮廓特征微弱等挑战,这些因素都给视觉识别带来极大的困难。
► 工件尺寸差异巨大:下料分拣过程中的工件尺寸差异巨大,有的工件长达十几米,单个相机视野无法覆盖,而有的工件尺寸较小,在相机视野占比狭窄。同时应对各种尺寸工件的分拣给相机选型布局和视觉识别算法都提出了更为严苛的要求。

智能下料分拣产线
视比特机器人深耕行业数年,不断分析和探究客户需求,依托自主研发的3D视觉技术和多机器人智能协同控制软件,在行业内首次推出基于AI+3D视觉的智能下料分拣产线。
产线设计上充分结合了行业内用户典型生产状况,严密考虑了工件的砂光、喷码、校平、码盘等工艺需求和工序流程,能够完成工件全生命周期管理和全流程自动化分拣。
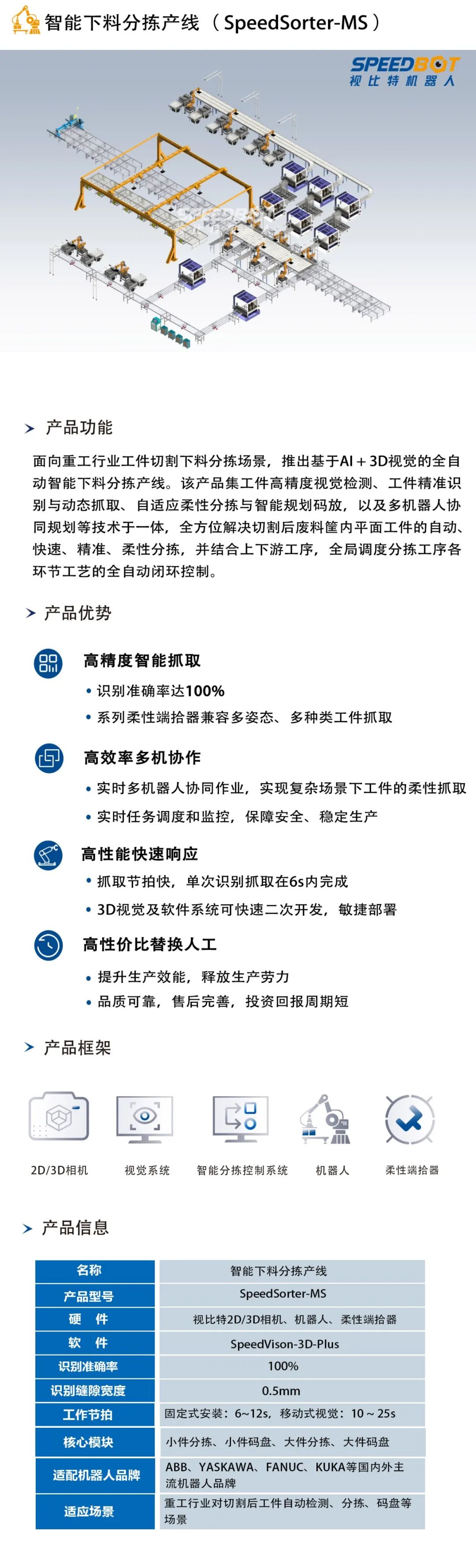
产线技术上集工件高精度视觉检测、工件精准识别与动态抓取、自适应柔性分拣与智能规划码放,以及多机器人协同规划等技术于一体,可实现下料切割件的自动、快速、精准、柔性分拣,在为企业降低大量人力成本的同时,实现产能跨越式提升,助推重工制造业的智能化转型升级。
标准产线组成
智能下料分拣产线主要由小件分拣、小件码盘、大件分拣、大件码盘四个核心模块构成,先后衔接了砂光、喷码、校平等工艺工序,包含了从整板切割件运送上输送线直至所有工件分筐码盘完毕的整个下料流程。
► 小件分拣
本模块面向整板切割件中小型工件分拣场景,同时规划多台六轴机器人,依托多臂智能协同控制软件,融合空间动态避障、抓取轨迹优化、工件实时跟踪等核心算法模块,可在作业区域内同时完成对众多小型切割件的抓取,具有极高的分拣效率。
△小件分拣
► 小件码盘
本模块面向输送线上工件动态抓取场景,小型工件在经过砂光、喷码等工序后,在此处进行分筐码盘。该模块能够面向生产环境下上万种工件的快速识别,并实时跟踪工件位置,引导机器人精准随动抓取。
在码盘策略上,可实时管理料筐,智能化动态协调工件的料筐分配,并保证工件的整齐码放。在系统内还设置有人机交互界面,可根据生产任务随时查看装筐情况,实时调整料筐装载率。
△ 小件码盘
► 大件分拣
本模块面向整板切割件中大型工件分拣场景,采用多臂桁架机器人,依托动态避障算法,能够确保工件与机械臂不发生碰撞且能实现各单臂抓取并行工作,具有很高的分拣效率。对于尺寸较大的工件,单个机械臂无法分拣时,还可运用多臂协同抓取。

△ 大件分拣
► 大件码盘
本模块面向输送线上大型工件的码盘场景,大型工件在经历砂光、喷码、校平等工序后,在此处进行分筐码盘。该模块能够快速识别分布在十多米视野工作区域内不同尺寸数万种类型的大型工件。码盘策略上应用了智能调度规划算法,能够根据分拣区域工件分布情况以及当前料筐码放空间情况进行实时任务调度和机械臂轨迹优化,最大化提高码盘效率。
△ 大件码盘
核心技术优势
► 海量工件细粒度识别与在线增量学习
针对生产中环境背景复杂、工件种类繁多、部分工件差异度较小等难点,为保证工件的精准识别,本产品基于AI+视觉技术,融合了对比学习特征增强,增量学习海量目标识别以及视觉注意力引导等前沿算法,可实现数万种零件在线精准识别与细粒度分类,同时算法具备抗干扰能力强、稳定性高、实时性强等特点,可完美解决工件分类码放问题。

► 弱特征切割件高精度定位与识别
针对切割下料整板分拣中光照环境复杂、切缝特征微弱、工件移位变形等难点,本产品基于AI+视觉技术,融合了本征图像分解鲁棒特征提取,点云图像融合微弱特征增强以及点云深度学习位姿检测等关键算法,能有效处理切割板材上污渍、粉尘、光线阴影带来的干扰,同时增强工件微弱切缝的纹理特征,实现对切割工件的高精度识别与姿态定位。

► 超大视野下工件精确识别与定位
针对桁架分拣场景中分拣作业区域广、工件尺寸差异大、相机覆盖视野小、识别定位精度低等难点,本产品基于AI+视觉技术,融合了多源协同高精度图像拼接,多尺度图像目标检测和方向自适应任意目标识别等核心技术,能够有效应对复杂背景下不同尺寸(400mm-10000mm)工件的识别分拣,视野覆盖可达12米,实现对超大视野下工件的精准识别和定位。

► 高精度大工件测量与缺陷检测
针对切割工件生产过程中存在质量检测精度低、缺陷检测不全等问题,本产品基于AI+视觉技术,融合了高精度3D模板匹配、3D点云边缘精准提取和平面分割、小样本学习等技术,能够实现工件亚毫米尺寸测量以及缺陷的精确检测,大幅度提高工件出厂的优良率。

► 点阵式端拾器与自适应柔性抓取
重工行业工件具有形状差异大、种类繁杂等特点,为保证适应各种类型工件的稳定抓取,本产品采用了自主设计的点阵式柔性端拾器,具有结构简单、普适性高、单点可控、性能稳定、即插即用等优势,能够实现海量工件的灵活抓取。同时基于视觉的智能化控制,能够保证端拾器精准吸附异形工件,避免与工件周边废料的粘合。
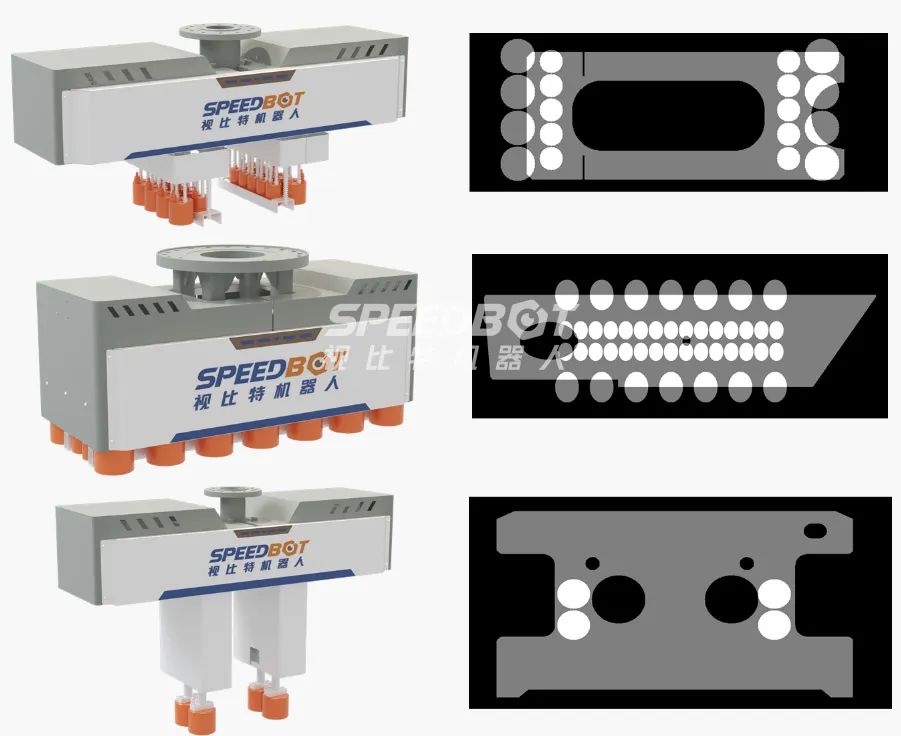
△ 点阵式柔性端拾器
► 数字化智能分拣控制系统
为保证产线高效运行,本产品构建了分拣产线“大脑中枢”——数字化智能分拣控制系统。该系统融合了生产订单和设备状态等数据,可对分拣产线进行柔性调度和控制,具备产线动态调优、多工位选位、多机协同分拣、动态码盘等功能。
此外,模块化设计的智能分拣系统可针对不同场景实现快速定制交付,而且完备的生产管理、报工管理、设备采集等子系统也能无缝接入WMS、MES、IOT数采等系统,助力企业数字化转型。


应用案例
目前,视比特自研的智能下料分拣产线以高效能、高柔性、易部署、易管理等优势在多家重工龙头企业实现批量落地,助推企业的智能化及数字化转型升级。
案例1
激光切割+等离子切割
柔性混合钢板全自动下料分拣产线
在国内某工程机械行业巨头,视比特为解决客户自动化改造的痛点,落地钢板切割全自动下料分拣产线,目前已实现稳定投产。
该项目采用多台激光切割机及等离子切割机于一体的柔性混合分拣产线,在节约全人工模式数十人的情况下,分拣产能提升400%;其引入激光切割板材的自动分拣场景,是目前为止行业内部署最快,产品化程度最高的自动分拣产线项目。

△客户现场
值得一提的是,作为AI+机器视觉运行决策搬运提升生产效能的典范代表,该产线的建成推动了行业对于自动分拣的持续研究和新生产模式的探究,实现了工人重体力作业到监督型维护的生产模式转变。
案例2
激光切割+等离子切割
中厚型钢板全自动下料分拣产线
在某工程机械行业巨头厂房内,视比特通过单独规划部署激光切割自动分拣线和等离子切割自动分拣线,实现中厚型钢板的全自动分拣。
该产线可实现全自动双班分拣、小件码盘、大件分拣码盘、首件检测等生产任务,其中小件分拣智能调度系统、大件分拣码盘视觉智能匹配、自动分类码盘等均为行业首创。

△客户现场
此外,该项目部署后整条产线的常规运营解放了大量的生产劳力,生产效能较以前的人工模式提高数倍,目前该项目已成功实现投产。
案例视频

视比特:AI+3D视觉助力智能制造,软件定义智能塑造未来工厂
近年来,视比特充分发挥技术领先优势,不断创新与研发,根据客户智慧工厂迭代升级的要求进阶,并在产品端持续打磨,致力于为客户提供最高性价比、最优质服务的全自动解决方案。
未来,视比特将持续响应国家智能制造战略,通过标准化、通用化工业视觉软件平台推动AI+机器视觉技术与产业场景的深度融合,深耕并探索更多落地场景,不断为智造化创新发展注入新动能。
关于视比特机器人
湖南视比特机器人有限公司成立于2018年,总部位于长沙,研发总部位于上海,并在温哥华、塞尔维亚、捷克设立了办事处,是一家致力于打造面向智能产线与智慧工厂最强控制大脑的高科技公司。依托强大的3D视觉核心算法与工业级系统软件能力,着力打造单机器人柔性制造工作站、多机器人协同共融产线、高精度视觉检测装备等产品体系。用软件定义智能,为制造赋予智慧。
成立以来,已完成6轮融资,天使轮由图灵创投领投,A轮近亿元融资由和玉资本领投,A+轮过亿元融资由中金资本领投。公司在3D视觉算法、机器人柔性控制、手眼协同融合、产线级机器人协同、工厂级智能规划与调度等方面均有国际领先技术和行业落地应用,在重工业智能分拣产线、大尺寸高精度三维量测、智能物流搬运机器人等方面填补了国内空白。视比特的多个核心产品已经在工程机械、智慧物流、汽车工业量测等领域大面积交付使用,在业内享有良好口碑。
应聘简历投递: hr@speedbot.net
方案技术支持: dcchen@speedbot.net
智能产线咨询: 18702215676

视比特机器人
www.speedbot.net
400-631-8686

往期内容
| |||
| |||
| |||
|