机器视觉在商用车生产线的应用实践
点击下方卡片,关注“新机器视觉”公众号
重磅干货,第一时间送达
本文以机器视觉为突破点,详细阐述视觉技术在商用车制造,尤其是在中国重汽智能化道路上的应用与实践。笔者结合车间实际需求和行业发展趋势,制定商用车制造中机器视觉发展蓝图,以此来有效指导新时代商用车制造产线的发展与规划,进一步增强我国商用车制造的国际竞争力,助力中国实现 2025 智能制造。

1 机器视觉在商用车中的应用
目前,机器视觉已被广泛应用于乘用车产线,而在商用车领域的应用则刚刚大规模应用,其主要集中于发动机、变速器和车桥等总成车间,而整车产线由于其生产的复杂性和多样性,进展缓慢。在机器视觉的垂直细分领域,主要集中于视觉检测及视觉定位引导方面,2D 视觉也逐步往 3D 视觉拓展,3D 视觉的广泛应用将成为行业的发展趋势。本章将从机器视觉的应用价值、细分领域及技术发展 3 个方面进行详细阐述,为商用车后续的智能化发展提供意见。
1.1 机器视觉应用价值
机器视觉不仅可以作为产线提升及智能化道路的实施途径,还可以在企业生产的成本、质量及物流体系中发挥重要的作用及价值。其在重型汽车的应用价值主要有以下几点。
(1)智能化价值 :提升产线自动化,降低重复繁重人工,助力重型汽车制造产业的技术路线升级,成为智能工厂重要的支柱性生产设备。
(2)成本及质量价值 :机器视觉应用的加入可大幅降低对人力资源及工位器具的要求,同时提升生产柔性,帮助车企降低成本压力,提高整车质量。
(3)物流自动化 :机器视觉引导的加入可降低对工位环境的要求,实现更简化的库位从而提升物流环节的人机工程与效率,同时也让工位的物流自动化更易达成。
(4)数据化需求 :机器视觉应用过程中,数据化将为工厂质量体系监控、预维护等工作提供优质的数据流。
1.2 机器视觉细分领域剖析
机器视觉作为现代工厂的眼睛,在商用车制造中主要有以下 2 点作用 :一是引导机器人完成工件的精准装配 ;二是提升上下料装配及整车生产质量。以下将结合视觉技术与商用车工艺特点,从视觉引导、视觉检测及扫码测量几个垂直细分领域对机器 视觉在商用车制造中的应用进行剖析。
1.2.1 视觉引导
视觉引导主要通过拍照或测量,引导机器人准确到达下一步工艺所需的空间位置,以弥补工装器具定位或加工制造误差带来的实时位置变化量,实现工位的自动装配或定位。其典型应用如图 1 所示。
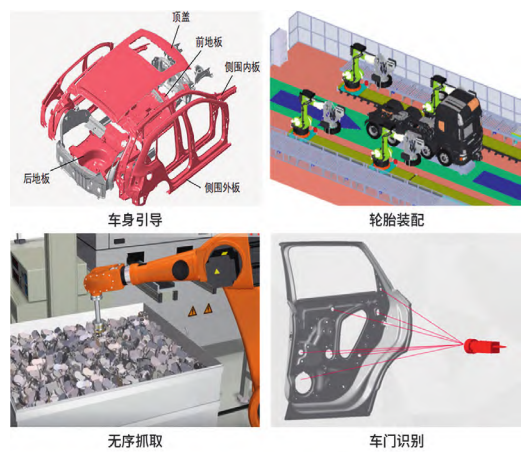
图 1 视觉引导典型应用
视觉引导的应用较为广泛,在商用车冲焊涂总及各总成生产过程中均有涉足,并以此为基础提升产线自动装配能力及智能化水平(表 1)。
表 1 视觉引导应用场景分析

视觉引导的主要特性有 :①参与装配生产,需具备相机快速恢复、替换功能 ;②要求引导精度高,需与工位器具、机器人及AGV 紧密配合 ;③依赖工艺及料件形状特性来设计机器人抓取方式,从而设计整体视觉方案。
1.2.2 视觉检测
视觉检测指的是在固定工位环境或光照背景下,通过视觉算法对相机获取的工位图像进行轮廓、颜色和滤波等一系列特征分析,最终得出类别、缺陷或质量的检测结果,为质检及后续的工序提供协助。其典型应用如图 2 所示。
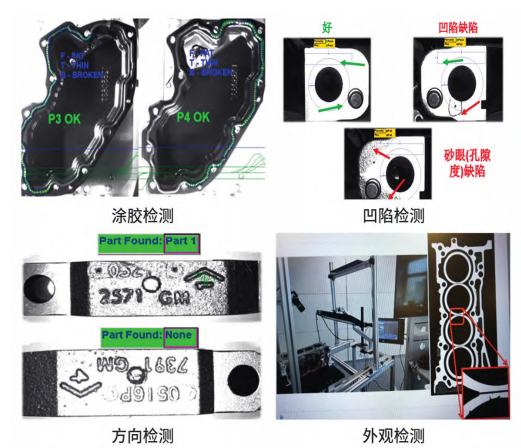
图 2 视觉检测典型应用
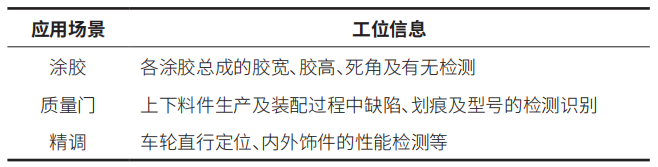
视觉检测应用主要集中在涂胶检测、装配质量及整车精调 3 个方面,以传统图像算法为基础,向柔性化和深度学习趋势发展( 表 2 )。
表 2 视觉检测应用场景分析
视觉检测的主要特性有 :①不直接参与生产节拍 ;②主要以 2D 视觉算法为主,根据场景个性化开发,关注质量问题。
1.2.3 扫码测量
扫码追溯主要对各铸造件和部件的 OCR 字符码、条码及直接部件标识码(DPM)进行扫描识别,以此来匹配物料信息,完善整车装配的可追溯体系。在线测量主要使用激光方式,快速、精准地对白车身或分总成等检测工位进行尺寸、形状或间隙面差的测量,实现对产品生产误差的测量。其具体应用场景如图 3 所示。

图 3 扫码测量典型应用
扫码追溯的应用场景较为固定,且已在重型汽车制造业大规模应用。而随着企业对质量把控的重视,在线测量的应用也正在逐步推广(表 3)。
表 3 扫码测量应用场景分析

扫码测量的主要特性有 :①扫码技术成熟,多样且广泛 ;②测量主要用于比对生产的一致性,对制造精度的提升,进一步提高整车质量。
1.3 机器视觉技术的发展
从机器视觉技术的发展来看,已经逐步从原有的 3C 和物流行业向高端装备制造业沉淀,如轨道交通、智能汽车和航空等领域。与此同时,对机器视觉技术的适配性和算法精度也提出了更高的标准和要求,并从视觉算法、硬件及现场工艺 3 个方面进行优化与发展。
1.3.1 视觉算法
传统的 2D 视觉算法已趋于成熟,并向着如何提高产品装配及质量检测的柔性化、个性化方向发展。随着产线 2D 自动化程度的饱和,3D 视觉算法、深度学习及无序分拣的需求被大规模激活与应用。特别是柔性化极高的商用车产线,在追求精准上下料的同时提升各产线的智能化水平。
1.3.2 相机硬件
作为获取图像的设备,相机硬件不仅是整个视觉系统的基础,更要适配于越来越复杂化的工业环境,解决如灰尘、温漂、振动及光照等背景条件。在此基础上,更要符合视野、精度和扫描时间等全方位、不同层级的检测需求。
1.3.3 现场工艺
现有的视觉引导主要以辅助机器人完成精准装配为主,而随着工位智能体系的构建,机器视觉在解放劳动力的同时,也在悄然地对工位本体发生变动。在下游,视觉算法越精密,对工位器具和零部件摆放的要求就越低,从而间接促进了工位器具的粗改造及物流成本的降低。在上游,以核心的视觉控制策略参与甚至控制机器人及 AGV 的调度与运行,让整个自动工作站高效运转。
2 机器视觉发展蓝图
近年来,随着人工智能和新能源汽车的快速发展,越来越多的机器视觉技术在汽车领域被应用或开发。与成熟的乘用车工厂不同,商用车产线由于其装配的复杂性和产品特性,在视觉自动化的道路上还有很大的提升和实践空间。在此基于商用车现有产线特点,规划出视觉发展蓝图,为后续商用车智能化道路提供意见。
2.1 自身视觉能力规划
打造基于工艺研究及自动装配工位为主的智能制造实施路径,建设整车主机厂自身视觉验证及开发能力。在 2D 及 3D 的视觉引导、视觉检测领域进行实际项目研究,节约后续投资成本及风险。
2.2 总装工艺视觉提升
基于现有重型汽车自动化整体水准,进一步规划整车及总装车间的视觉自动工位提升工作,包括轮胎随动安装、涂胶质量检测、柔性装配追溯分拣以及分装装配自动化工作站等。
2.3 视觉标准库
基于现有产线视觉产品种类偏多,通信、精度及装配等没有统一验证和可衡量的自动化工作站体系。因此,需要规划制定车间统一的视觉标准库,为现有工位的维护及后续投资提供视觉基础,规避风险。
2.4 全生命周期视觉设计
以视觉为突破口,整合视觉上游(工位器具、工艺料件研发设计)和视觉下游(机器人装配、生产数据和质量体系),形成全生命周期的自动工位设计,让视觉真正受用于重型汽车产线的智能化发展。
3 结束语
本文主要分析了视觉在商用车领域的应用及发展前景,并根据重汽现有产线自动化程度规划视觉蓝图,为后续产线的自动化提升及改造奠定良好的基础。一方面,在视觉垂直细分领域,要结合各总成工艺进行剖析与研究,从工位的全生命周期角度探究视觉的潜能和发展 ;另一方面要建设商用车制造自身的视觉验证及开发能力,为重型汽车的智慧工厂建设做出贡献。
转自:新工业网
作者:中国重型汽车集团有限公司 郭磊 原文略有删减
本文仅做学术分享,如有侵权,请联系删文。