机器视觉外观瑕疵检测基础
点击下方卡片,关注“新机器视觉”公众号
视觉/图像重磅干货,第一时间送达
瑕疵模式的原理
分割
图像传感器利用摄像元件 CCD 的每个像素的浓度(明暗) 数据,根据浓度的变化来检测瑕疵或边缘部。考虑到处理全部像素数据所需时间过长,同时一些不必要的噪点数据会影响检查的结果,因此在本公司生产的 CV 系列中,采用由数个像素构成的小“分割”的平均浓度,通过与周围的平均浓度进行对比的方法来检测瑕疵。

上图中,在红线标出的分割内检测到瑕疵。
瑕疵模式算法(各分割与周围分割进行比较和计算的方法)
下面介绍 CV 系列中瑕疵测量模式的算法。
检测原理 (检测方向为X)
在检测区域内,将任何尺寸的小区域(分割)移动其分割大小的 1/4 量的同时,进行平均浓度的测定。
在包括当前分割(右图(1)95的位置))在内的检测方向4 分割中,测量最大浓度和最小浓度。该值就是当前分割的"瑕疵等级"。

瑕疵等级超过了设定临界值时,将该当前分割作为瑕疵进行计数。该计数值则作为"伤量"检查结果。

之后,在区域内每次以一定的移动量移动当前分割时重复以上(1)~(3)步骤。
指定检测方向为XY(二维)时的处理方法

以XY为检测方向时,对于包括当前分割在内的 X、Y方向的各 4个分割(共计16个分割),计算最大浓度与最小浓度的差值。
通过比较周围 4 个分割 (而不仅是相邻 2 个分割) 的浓度,可以检测出微小的浓度变化( 瑕疵)。
瑕疵模式的原理 总结
瑕疵模式,是借助“段”这种由几个像素组成的小单位,与周围进行分段比较,将浓度变化点检测为瑕疵或污点的模式。通过分段处理,可以在降低干扰影响的同时实现高速性,通过将多个候选项与周围段进行比较,可使过去难以实现的对“微小瑕疵”、“轻薄污点”等的检测成为可能。
瑕疵模式的优化设置方法
最佳分割尺寸
下面介绍瑕疵检查的优化设置方法。
通过调整分割尺寸,可以优化检测敏感度及处理时间。
右表所示的试验结果表示的是分割尺寸不同时,瑕疵水平与处理时间之间的变化关系(使用本公司生产的 CV-3000)。
分割尺寸与检测对象的尺寸基本相同时,瑕疵水平达到最大值。换言之,将分割尺寸设为实际检测对象的尺寸是一种同时兼顾检测敏感度与处理时间的设置。


最佳分割尺寸=瑕疵大小(mm)×Y方向像素数量/Y方向视野(mm)
例如:瑕疵尺寸为 2mm、视野为120mm( 方形)、采用24万像素照相机(Y方向 480像素)。
则:2×480÷120=分割尺寸8
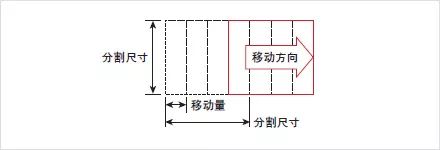
适于图像的分割移动量/ 比较间隔的设置
瑕疵模式的两个参数——移动量及比较间隔可以决定进行浓度比较时的分割移动距离。
通过调整这些参数,可以更好地检测“ 小尺寸瑕疵”、“ 颜色较浅的污迹”等有特点的瑕疵·污迹。
检测小尺寸瑕疵时,应该将移动量及比较间隔均设为较小的值,以便进行细致比较。
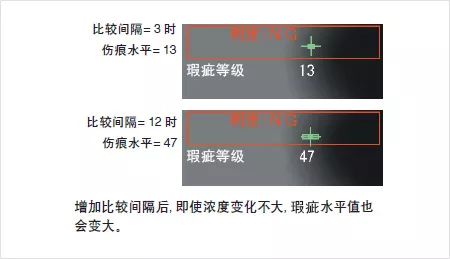
检测颜色较浅的污迹时,需要将移动量及比较间隔均设为较大的值,以便在更大的范围内进行比较。
总之,为了得到良好的检测效果,应该根据瑕疵·污迹的种类进行适当的设置。
瑕疵模式最佳设定方法 总结
通过调整最佳段大小和移动量/比较间隔设定,实现目标物的检测最佳化。最佳设定,就是将段大小设定为和瑕疵/污点同样的大小,并根据瑕疵/污点的大小和浓度,设定移动量和比较间隔。
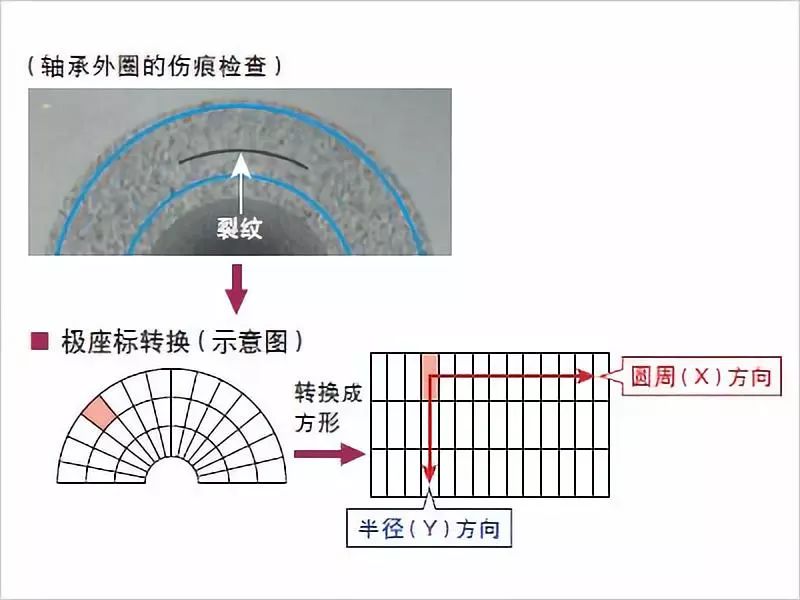
圆周方向瑕疵检查的原理
对于 PET 瓶、轴承、O圈等圆形的工件,应根据其曲线的外形制定适宜的外观检查方法。
这里,我们采用了利用程序进行“极座标转换”的方法。
将圆弧形的窗口(检查区域)转换成方形,通过对比圆周及半径方向上的分割浓度来检测瑕疵。
外观检测/瑕疵模式 总结
要最大程度发挥瑕疵模式的作用,请牢记以下3点。
根据需要检测的瑕疵大小,设定段大小
根据瑕疵的大小及浓度,设定移动量/比较间隔
根据工件的形状,组合预处理设定
最后,对于视觉系统而言,拍摄清晰的图像很重要。