从平面到3D-视觉检测的重要方向
点击下方卡片,关注“新机器视觉”公众号
视觉/图像重磅干货,第一时间送达
来源 | 测量俱乐部
三维信息与表面质量检测
表面质量检测,对于工业品质量控制有着极为重要的意义,也是公司视觉与图像系统事业部多年来专注和聚焦的战略方向。对于表面质量检测,大量的缺陷其物理表现都是表面图案的改变,如印刷品的疵点、PCB的短路断路、LCD屏的色斑辉点,检测这些缺陷最经典的方法是通过拍摄的表面图像进行分析。这种通过平面图像信息进行缺陷判定是传统表面质量视觉检测技术的方法。但是,仅仅局限于二维信息进行质量分析,并不能完全满足产品、工艺的检测要求。在工业品表面质量检测中,存在一些对3D信息要求的典型应用场景:
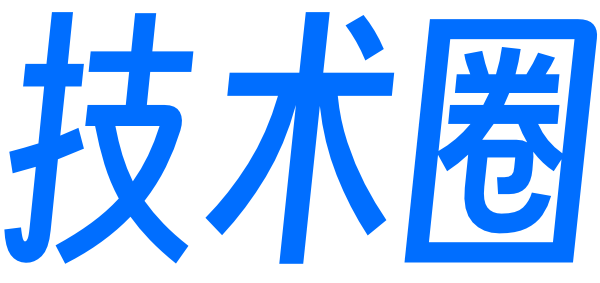
①表面质量检测中,有一类缺陷是在深度上的变化,如印刷品的划伤、电子产品的表面划痕、PCB的导线凹陷等等,而PCB的多铜(短路、铜渣等)和缺铜(断路、针孔、缺口等)其实也是在深度上有变化。对于深度缺陷,一类检测方式是通过光源的设计,增强或削弱其在图像中表现,这样将后序的处理纳入传统表面图像检测的流程。一类方法是设法测得深度变化的具体值,即进行表面深度测量;
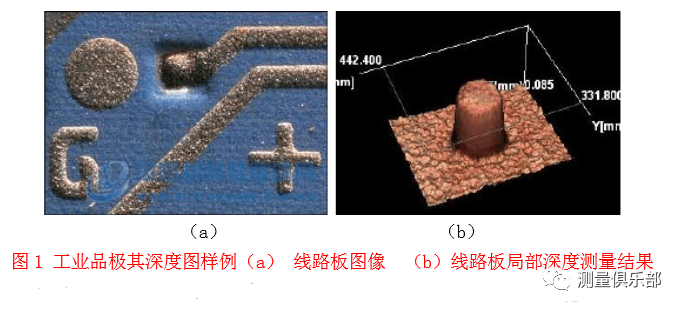
在某些质量检测场合,产品表面的3D形状尺寸本身就是质量判决的要求和依据。典型的如表面贴装、锡膏厚度、产品外观装配尺寸等;
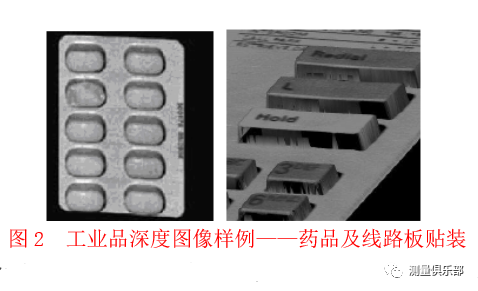
有时候我们需要深度信息来帮助判断,最典型的是LCD检测中,隔着0.2mm~0.7mm的玻璃,在其上的是可以清除的灰尘,在其下的是真实缺陷。
三维测量,是当前热门的重大技术方向,广泛应用于工业制造、逆向工程与3D打印、影视特技、虚拟现实、仿真、文物保护、医学、公安和国家安全等诸多领域,而在表面质量检测中,将信息从平面图像信息拓展到三维信息有特殊的价值和意义:
●获得深度的具体数值,便于设置不同的门限以适应生产的要求;
●部分工艺是需要获得深度准确值的,如PCB中的盲孔检测;
●深度特征稳定性好。如在PCB检测中,深度特征不易受氧化的影响,极大地●有利于减少误报;
●深度特征在一些应用条件下好坏品区分度好,可能远优于平面图像特征;
●某些深度缺陷很难通过光源的设计在平面图像中进行表现;
●深度的数值测量有极大的应用拓展前景。
表面质量检测中对于三维测量的特殊要求
不同的应用场合对于三维测量技术的要求和工作模式有很大区别,对于表面质量检测,从需求和约束上看,对三维测量有其自身的要求:
●需要对一个基本平整的表面上进行;
●深度基本沿法表面法向变化;
●深度变化较小,很多在10微米量级,基本范围在1微米~2000微米之间,深●度变化与被测表面尺度的比值非常小;
●深度变化区域的径深(高)比可能较大,也即是存在部分“井”或“塔”的模式。
●深度测量精度要求高,一般在5~10微米的精度;
●采样密度要求高,在被测表面上采样较密;表
●面存在多样化的反射特性;
这种问题一般性地表述为对一个平面上的微小起伏的测量。
常用于质量检测的三维测量技术
深度测量及与其密切相关的三维测量,是一个庞大的技术领域,有机械、电子、光学、计算机视觉等多种方法,以适应不同的应用需要。
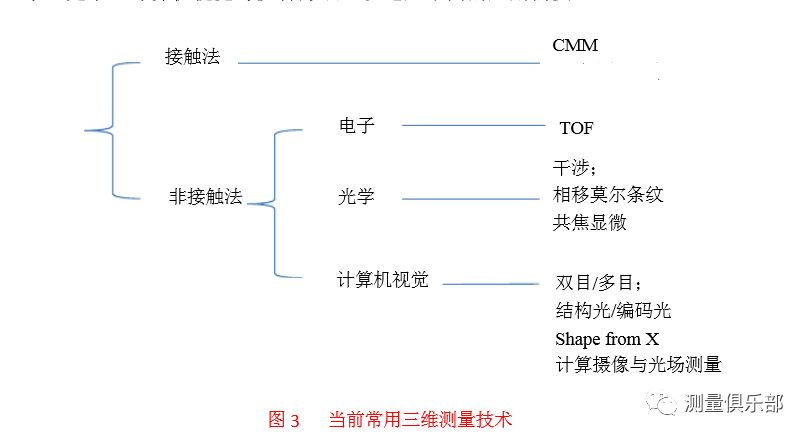
当前本领域技术发展的最显著特点是大量技术从早前的研究而进入了实用化和产品化甚至模块化阶段。大量的三维测量仪器出现在市场上,得到越来越广泛的应用。
接触法
接触法用可以精确定位的探针去逐点接触物体表面,测得被接触点的空间坐标。探针在物体表面扫描一遍,可以得到物体表面各点的坐标。传统的三坐标测量机就是基于这一原理。这种方法原理简单,量测精度高,但装置复杂,量测速度慢。
需要特别注意的是,将结构光或多目视觉模组安装在三坐标或关节臂上,可实现多方位扫描测量,解决物体表面形状复杂带来的遮挡问题,这种模式是当前在技术原理上最为成功和实用的三维图像获取方法。
ТОF
飞行时间法(Time of Flight,简称TOF)。这类方法由测距器主动向被测物体表面发射探测信号,信号遇到物体表面反射回来,测量信号的飞行时间或相位变化,可以推算出信号飞行距离,从而得到物体表面的空间位置信息。其最大优点是遮挡小,受反射特性影响小。这种经典的方法经过多年发展已有成熟的面阵探测阵列-TOF相机产品面世。
共焦法
根据高斯薄透镜公式,已知焦距和像距,可以计算出物体到透镜的距离,移动透镜,通过判断聚焦情况,可以得到曲面表面形貌的信息,如根据在不同的透镜位置图像中寻找最佳聚焦点可以勾勒出物体表面等高线。
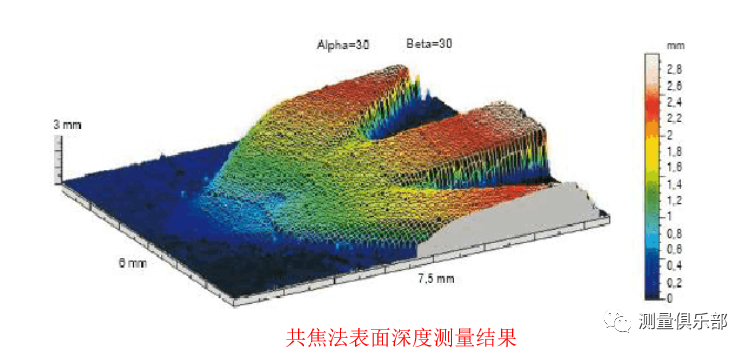
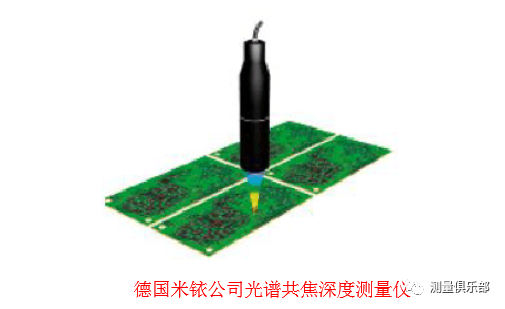
作为共焦法的改进,近年发展了光谱共焦式深度传感器。探头由光源和特殊的光学透镜组构成。透镜组将光源发出的多色平行光(白光)进行光谱分光,形成一系列波长不同的单色光,同时再将其同轴聚焦。由此在有效量程范围内形成了一个焦点组:每一个单色光波长的焦点都对应一个轴向位置。在被测物体表面上聚焦的单色光又被反射回到传感器的控制器,利用控制器内的光谱分析仪确定该反射光的波长,从而确定被测表面的相对高程位置。这种方法理论上对深度测量的精度可以达到的光波长量级。基于该原理已发展出成熟的产品。
计算机视觉方法(双目/多目视觉、结构光/编码光、计算摄像学等)
基于计算机视觉的方法是三维测量最经典也是最常用的方法。
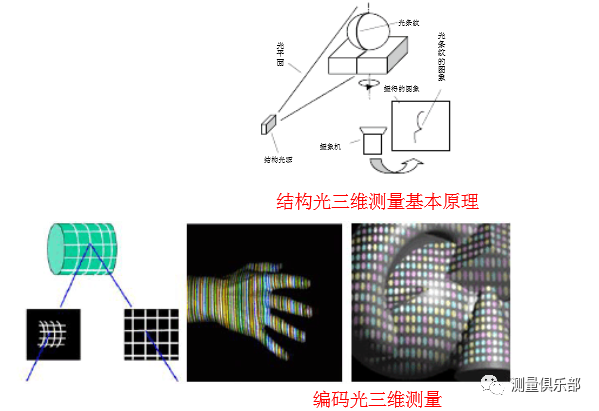
近年来出现了大量基于双目/多目视觉、结构光/编码光原理的3D相机,使得这一技术走向广泛应用。而以计算摄像学为代表的新原理新技术,也开始在三维测量领域崭露头角。

几种技术的比较
尽管有大量的三维测量方法和成熟产品,但在表面检测应用中,受精度要求和应用条件的限制,仍不存在完全令人满意的方法,需要根据具体情况进行选择。表面检测应用对于三维测量技术最大的挑战表现在精度、速度和表面特性的影响。
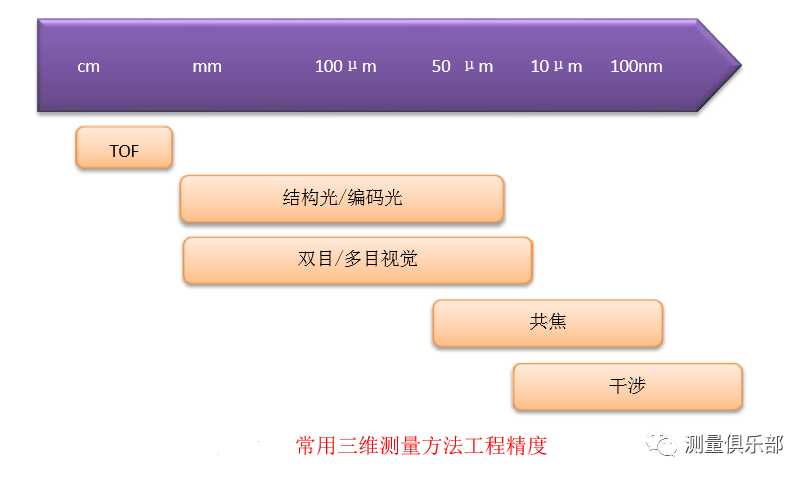
共焦法精度高,但基本只能用于单点测量和核查。结构光和多目视觉的方法面临的最大困扰是被测对象表面特性的影响,如抛光/镜面易令结构光法失效,而许多被测产品表面可做为匹配点的纹理匮乏则令双目、多目设备无法工作。从精度来说,不同的技术存在着理论和工程上限。下图表示了目前几种典型的非接触测量方法的精度范围。
基于三维测量和基于三维信息分析的表面质量检测技术,是对于传统表面质量视觉检测的重要补充,并将成为表面质量检测的重要方向。目前仍不存在满足各种表面检测要求的通用三维测量技术。充分应用三维测量技术和器件发展的成果,并基于应用要求和工艺特点,改进和发展相关技术,将满足日益发展的检测要求,有可能极大提升视觉质量检测仪的性能,甚至形成代差性的竞争优势,应做为表面检测领域必须高度重视的技术方向。
—版权声明—
仅用于学术分享,版权属于原作者。
若有侵权,请联系微信号:yiyang-sy 删除或修改!
—THE END—
评论