从制造行业运营案例学数据分析
🔈不想再错过干货?点击↑上方↑蓝字 关注 星标,第一时间收到最新资讯。

日前,帆软发起【2023BI数据分析大赛】的活动。这里面也涌现了一些比较不错的作品,其中的一些分析思路非常好,可以让大家进行借鉴甚至是直接复用。上次跟大家分享的是《某零售企业食品销售管理驾驶舱》,这次给大家分享一个题目为《产品制程质量分析三部曲》的作品。
《产品制程质量分析三部曲》案例欣赏。




看完这个看板有什么感想吗?接下来就让我们一起解读下这个作品。


近两年,随着订单的持续增加,客户的交货周期不断缩短,公司的生产线一直保持着满负荷的状态。在这种情况下,客户对产品质量问题的响应速度要求更高。然而,公司目前的制程质量预控手段相对有限,生产数据的准确性和可视化程度不够,这些问题明显制约了工程师们解决问题的效率,降低了产线的有效产出。公司目前有六大主要客户,如五菱、奇瑞、比亚迪等,产品分发到全国的 13 个生产基地,每个基地的数量从 2 万台起。每当出现质量问题时,需要调派 5 名员工到每个基地,这些人力成本每天高达 2000 元以上。因此,严格控制产品制程质量变得至关重要。
在此前,公司主要依赖 FineReport 进行报表开发,但开发周期较长。由于业务人员需求的分析维度不断变化,现有的报表模板已无法满足其不断变化的关联分析需求。这经常需要进行二次开发,不仅增加了业务人员进行数据分析所需的时间和成本,同时也导致数据分析的滞后。
鉴于现有的情况,为了保持稳定的制程质量,质量部门迫切需要看板工具。这个工具要能够实时反映产线的质量水平,满足工程师提取数据和自助建立分析模型的需求,以及及时解决异常处理过程中的问题。
看一下作者的思路拆解。
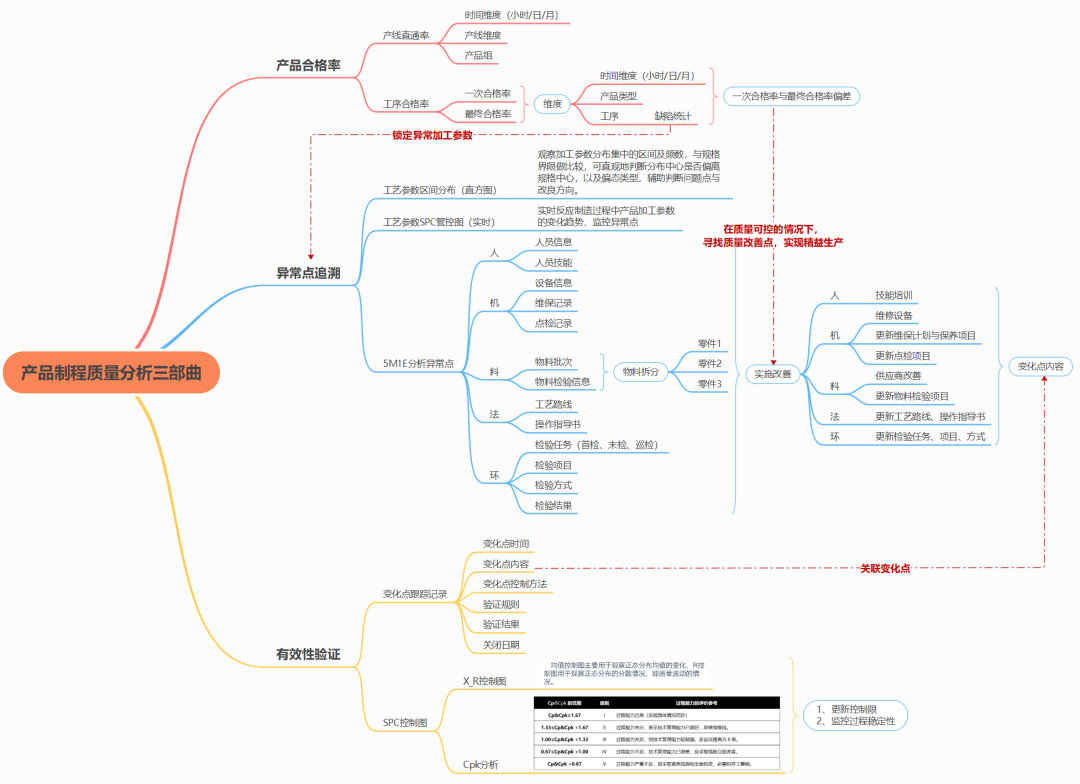
作者先选取了制程质量作为切入点进行分析,围绕该主题,形成了自上而下分析思路:①作者从上层指标分析开始逐步分解细化颗粒度,即从产线直通率锁定问题产线,再由产线各工序合格率锁定问题工序,最后由缺陷统计锁定工序中具体的异常加工项目;②作者根据异常项目的工艺参数绘制直方图与 SPC 管控图,同时关联 5M1E (Man(人),Machine(机器),物料(Material),Method(方法),Measurement(测量),Environment(环境),简称人机料法环测)数据分析异常影响因素与改善方向,并制定改善措施;③根据改善措施,相关部门可以跟踪变化点并验证措施有效性,并更新 SPC 控制限,重新绘制 SCP 控制图,持续跟踪过程质量的稳定性。
(1)数据合并
作者通过上下合并可将设备报修记录与设备保养记录合并(仅需字段一致)。

(2)其他表添加列
作者将参数的规格上下限通过多个字段与产品加工参数明细表关联并添加到明细表中(不同工序、产品、加工参数对应不同的规格上下限)。

(3)新增字段计算
作者新增字段计算,包括制程标准差、估计标准差、cp、cpk、ppk 等指标的计算。


(4)分组汇总
作者细化分析颗粒度,分组汇总计算指标值,根据多个字段来分组计算产品的一次合格率与最终合格率。

(5)新增赋值字段
作者通过赋值字段将状态字段 status 从由数值标记(0/1)转化为描述性的字段(OK/NG)。

(1)指标分析
产线直通率是制程质量的关键指标,它可以在宏观上反映出当前日期产线的质量水平,作者从该指标出发,对制程质量进行由总到分,形成“面-线-点”的分析。

质量部门当前设置的直通率警戒线为 85%,一旦低于该水平,质量部门则需要重点关注制造过程中是否存在异常与变化点。
上图所示指标卡显示 EPS2 、EPS3 号线直通率已低于警戒值,表明此产线质量水平不佳,质量部门需立即介入查明直通率低的原因。此时则需要对其进一步分解,将分析维度从产线下钻至工序。

工序合格率则是制程质量在工序维度的关键指标,工序合格率又可划分为一次合格率与最终合格率:
①一次合格率 = 一次合格数 / (一次合格数 + 一次不合格数) *100%
②最终合格率 = 最终合格数 / (最终合格数 + 最终不合格数) *100%
重点需关注一次合格率与最终合格率差异大的工序,以及合格率低的工序。当合格率处于 85%~98% 之间时需对该工序持续关注,合格率低于 85% 时需技术人员及时介入进行遏止。
上图所示柱状图显示当前导致直通率较低的工序为 E3OP510,其一次合格率为 87%,最终合格率为 94%,整体合格率水平较低。
另外,饼图所示的数据为标签打印记录的缺陷类型分布,其中静态试验不合格次数达到 6 次占比最高,这也辅证了 E3510 道工序合格率水平较低。可对其进行时间维度的下钻(由工序日合格率下钻至工序小时合格率),同时考虑小时产出与产品换型合格率的影响,绘制出组合折线图,如下图所示。
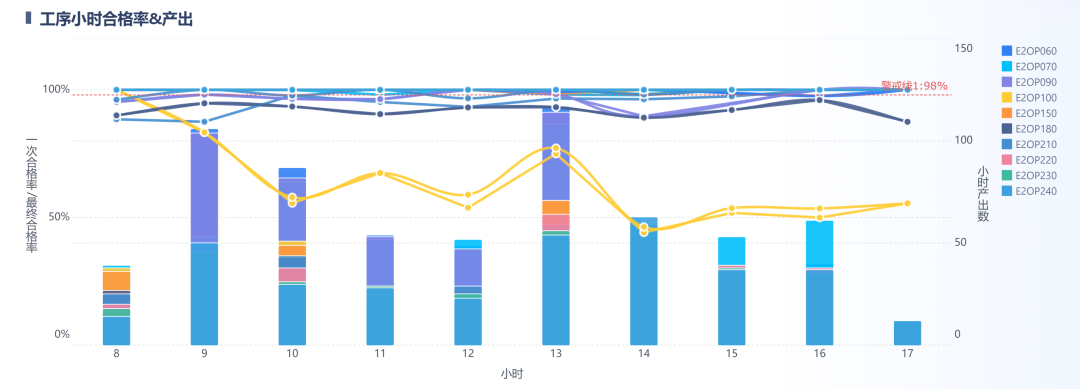
结合组合折线图所示的小时合格率、小时产出数、小时产品类型数,可判断合格率与产出数无明显关联,且当日仅生产一类产品,不存在产品换型。
(2)SPC 过程能力分析
将问题定位到特定工序后,作者对该工序的过程能力进行进一步的分析。
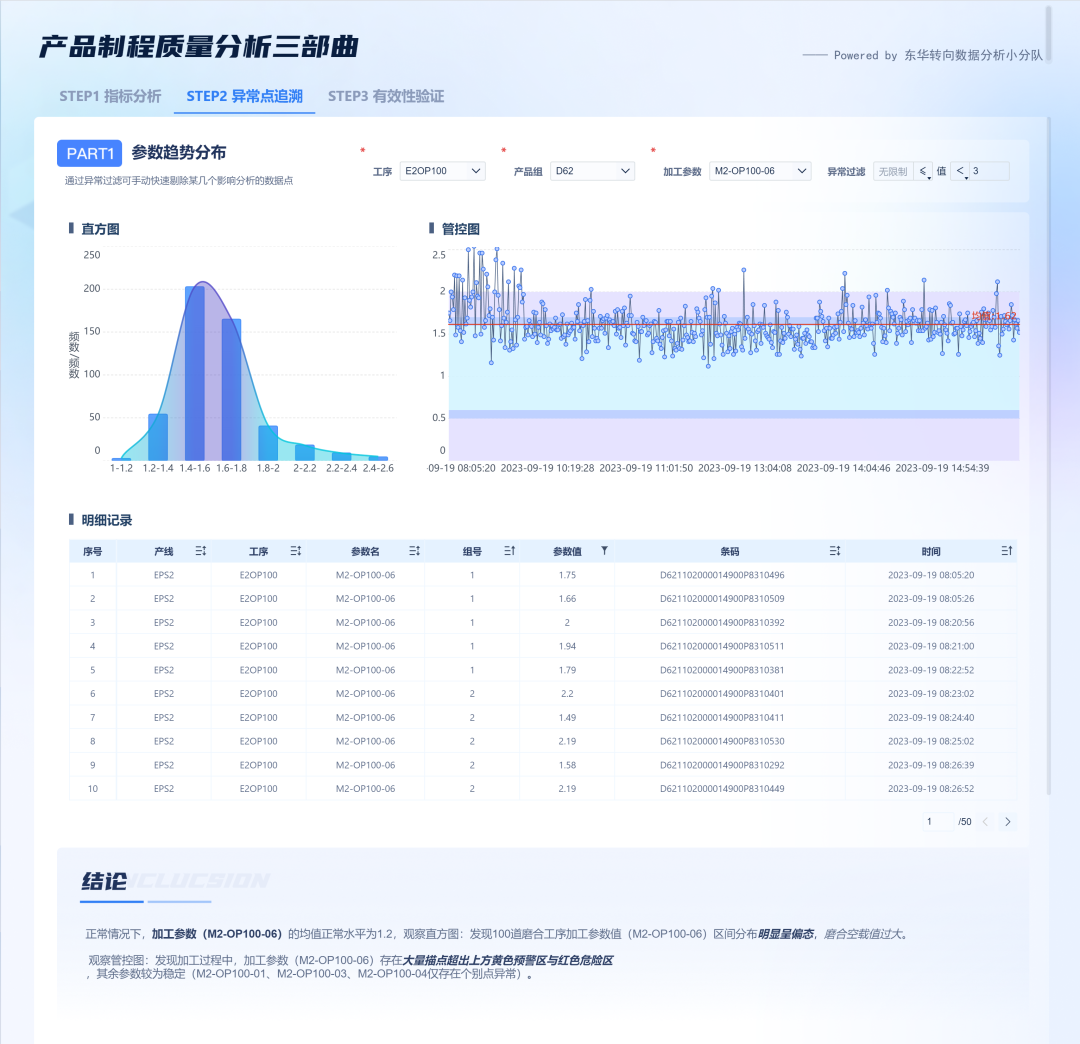
part1:

根据采集到的生产过程参数,实时绘制反应加工参数趋势的管控图以及反映参数分布直方图。管控图公差带分为安全区(浅蓝色)、预警区(深蓝色)、危险区(紫色),不同区域的上下限值由质量部门根据大量历史数据测算后制定(定期更新)。
处于深蓝色区域的点参数值处于正常区域范围,存在进一步偏移的风险,需持续关注。处于紫色区域的点参数值明显异常超出参数规格限制,需重点关注。
正常情况下,加工参数(M2-OP100-06即磨合空载波动值)的均值正常水平为 1.2,观察直方图:发现 E2OP100 道磨合工序加工参数值磨合空载波动值的区间分布明显呈偏态,磨合空载波动值过大。观察管控图发现加工过程中磨合空载波动值存在大量描点超出上方深蓝色预警区与紫色危险区。需要技术人员立即介入,进一步通过 5M1E 分析影响因素并锁定改善计划。
part2 5M1E 分析:
作者结合 5M1E 分析法对异常点展开调查,从人、机、料、法、环、测这几个方面逐个排查问题点。

排查发现当日设备点检正常、过程检验各项参数正常、其他关联参数无异常。
异常点与改进:
1、一次合格率与最终合格率差异原因分析
①人员技能方面:人员操作熟练度不够,当天操作该工位的员工有两名,其中人员1为一名技术娴熟的老技师,其技能等级已经满级,人员2是新进厂员工,其技能 等级为初级,或需加强人员技能培训。
②设备保养计划待调整:设备最近一次保养时间为上半年2月,最近一次保修时间为6月,按此规律;该设备或需要调整保养计划。
2、最终合格率偏低原因分析 ③物料方面:该工序流转的半成品涉及关键原材料分别为:蜗轮、蜗杆、壳体,于是对当日问题件进行拆件并抽样送检,问题样件蜗轮蜗杆精度均符合要求,壳体存在中心距偏差过大。技术人员与壳体供应商沟通后,调整壳体加工参数,同时在供应商来料检验任务中增加该项参数标准作为检验项目。
(3)异常点追溯
供应商改善制造工艺后,发来新的壳体,首先对来料进行检验,检验结果全部合格。
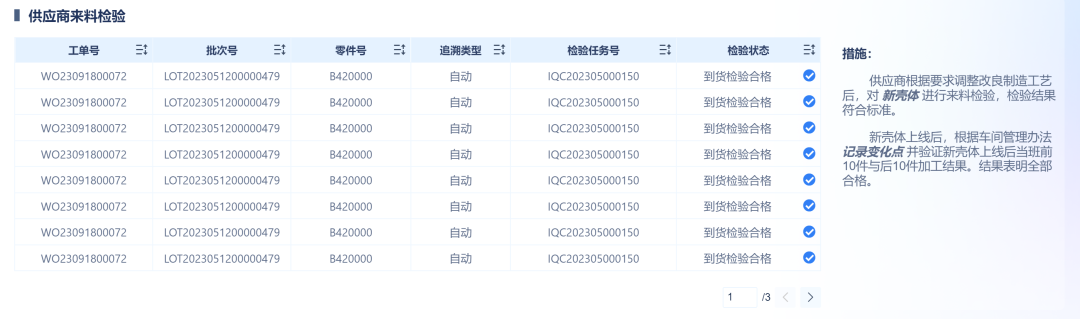
新壳体上线后,根据车间管理办法记录变化点并验证新壳体上线后当班前 10 件与后 10 件加工结果。结果表明全部合格。

接下来更新控制限,重新绘制 SPC 控制图,通过 SPC 来评价过程能力(主要包括 cpk 计算与均值极差图的绘制)。
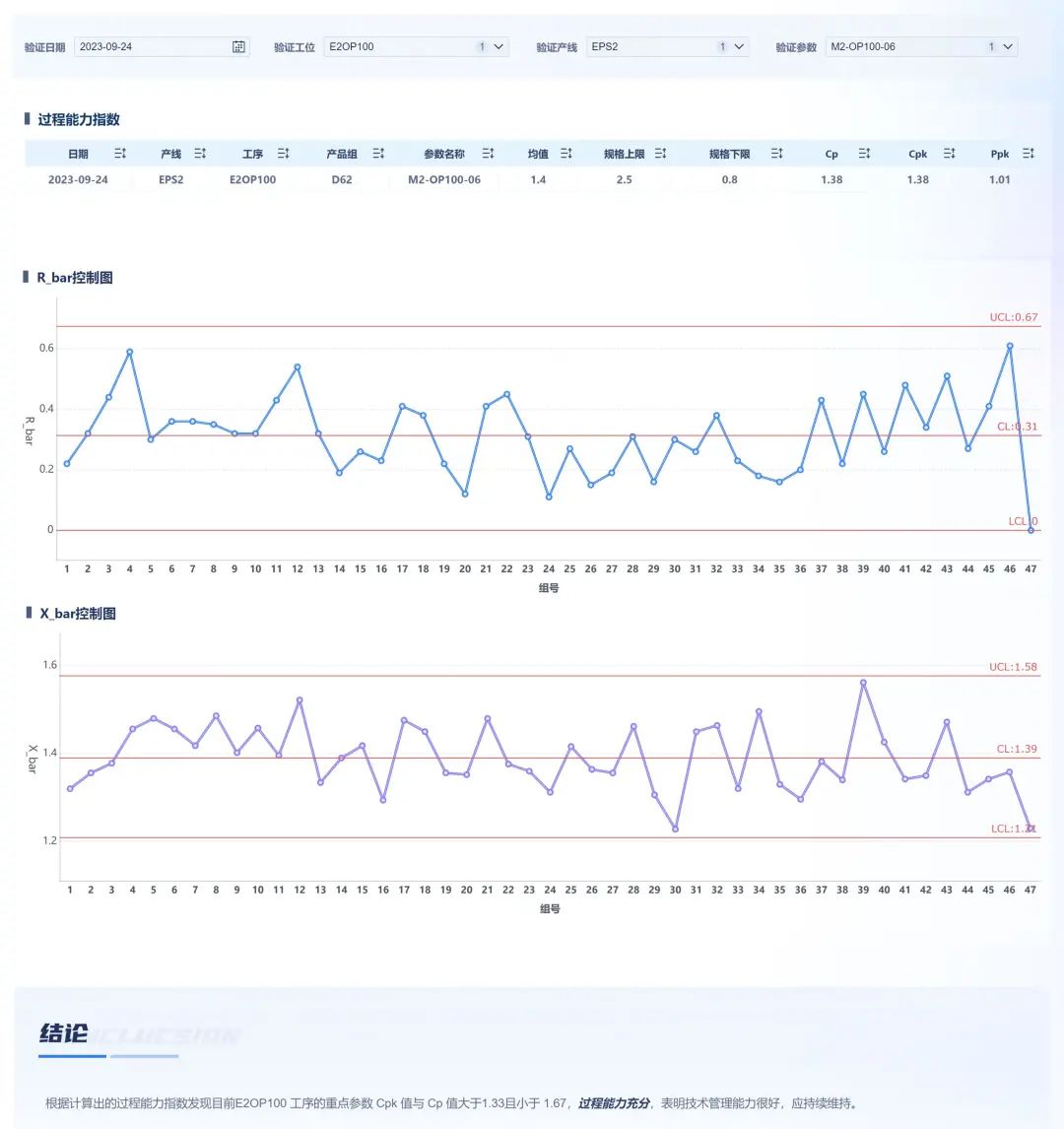
根据计算出的过程能力指数发现目前 E2OP100 工序的重点参数 cpk 值与 cp 值大于 1.33 且小于 1.67,过程能力充分,表明技术管理能力很好,应持续维持。
总的来说,作者根据自己公司的生产与质量板块数据集,先选取了制程质量作为切入点进行分析,形成了自上而下分析思路:从产线直通率锁定问题产线;根据异常项目的工艺参数绘制直方图与 SPC 管控图,并制定改善措施;根据改善措施,跟踪变化点并验证措施有效性,重新绘制 SCP 控制图,持续跟踪过程质量的稳定性。
基于这种方式该公司质量管理团队在未来可以快速摆脱原来繁琐的工作过程,大大提高调查质量情况和排查问题产品的效率,与此同时技术人员能够将更多的精力投入到产品品质的提升之中,实现突破性改善产品质量和生产效率,从而推动公司整体竞争力。
当然,从这个案例中,我们大家也能切身感受到培养数据分析思维的重要性,BI 只是一套工具,而真正能让数据产生价值的是使用工具时所具备的清晰而缜密的数据分析思路,二者相结融合才能实现意想不到的效果。
大家如果对作品感兴趣的可以点击最下方阅读原文欣赏一下原作品,欢迎大家参考交流,如果大家如果对行业的数据分析感兴趣的也可以关注我们,我们会持续的为大家更新这个系列。
扫码添加帆软官方微信,即可查看第四届 FineBI 数据分析大赛全部作品详情和优秀作品在线模板,还可以提前预约 10 月 24 日第六届帆软用户大会数据分析专场直播哦!
 点击下方“阅读全文”跳转原作品链接
点击下方“阅读全文”跳转原作品链接